
安裝熱線:
安裝熱線:
壓力容器的安裝方法是一個復雜且需要嚴格遵循規范的過程。以下是根據相關參考文章整理的詳細安裝方法:
一、前期準備
人員資質:
所有參與壓力容器安裝的施工人員,包括起重工、焊工、電工等,必須持證上崗,并熟悉本程序及相關圖紙和規范。
施工圖紙與技術交底:
確保施工圖紙齊全,施工主管技術人員已對施工人員進行了圖紙交底,施工人員已熟悉施工圖紙內容。
施工環境準備:
土建基礎需達到要求,并經驗收處理合格,辦理過基礎交接手續。基礎附近的地下工程已完成,場地平整硬化。
施工運輸臨時道路已整修,保證運輸暢通。施工用的照明、用電設備及材料齊全,滿足施工要求。
安裝用的起重設備已到場。

二、基礎驗收
壓力容器基礎使用前必須辦理中間交接證書,基礎中心線、標高等標記齊全、清晰,螺栓長度符合技術要求。
三、設備開箱驗收
辦理開工告知:
設備就位前,應及時辦理壓力容器安裝開工告知,由當地技術質量監督局批準。
技術文件和資料檢查:
檢查制造廠家壓力容器制造資質證復印件、鍋爐壓力容器產品安全性能監督檢驗證書、壓力容器產品質量證明書、壓力容器設備總圖、本體圖、技術特性表、竣工圖等是否齊全并符合規范要求。
設備驗收:
設備及備件名稱、規格、型號、數量需符合設計要求并與裝箱清單相符;外型尺寸及管口方位與設備圖相符;外觀檢查無損壞、變形、銹蝕等,質量合格。
移交與保管:
設備驗收合格后,應辦理交接手續。設備開箱后應妥善保管,防腐蝕、防損壞、丟失等,管口、人孔等應封閉。
四、設備安裝
安裝前準備:
安裝前應按設計圖紙或技術文件要求標定安裝基準線及定位基準標記;對相互間有關聯或銜接的設備,還應按關聯或銜接的要求確定共同的基準。
安裝前應對設備地腳螺栓進行檢查,不得有損壞及銹蝕;檢查設備的方位標記、重心標記及吊掛點,對不符合安裝要求者進行補充。
墊鐵設置:
墊鐵放置在地腳螺栓兩側,斜墊鐵應成對使用,搭接長度不小于全長的3/4。墊鐵組深入設備底座底面的長度應超過設備地腳螺栓的中心,且調平后灌漿前用定位焊焊牢。相鄰兩墊鐵組間的距離宜為500mm左右,每一墊鐵組宜減少墊鐵的塊數,且不宜超過5塊,并不宜采用薄墊鐵。墊鐵表面平整、無氧化皮、飛邊等。
設備吊裝就位:
按照工藝管口方位圖找準設備的安裝方向,然后利用起重機具吊裝就位。設備的找正與找平應按基礎上的安裝基準線(中心標記、水平標記)對應設備上的基準測點進行調整和測量。找正應在同一平面內互成直角的兩個方向進行。設備找平時,應根據要求用墊鐵調整;不應用緊固或放松地腳螺栓及局部加壓等方法進行調整。找正或找平結束后,緊固地腳螺栓并將墊鐵點焊成一體。
五、壓力試驗
設備和有主法蘭連接的設備的壓力試驗,應按設計圖樣或設計文件的規定進行。試壓前應對設備進行外觀檢查,其表面應保持干燥,以便檢查泄漏。
六、安裝驗收
安裝完成后,應對壓力容器進行詳細的檢查驗收,包括標高、水平度、方位、側向間隙等是否符合要求。驗收合格后,裝上壓力容器保護蓋,拆除吊運和安裝工具,對工作區域進行清理,并填寫結束報告。
七、注意事項
在整個安裝過程中,應嚴格遵守安全操作規程,確保人員和設備的安全。
注意環境保護,避免對環境造成污染。
對于特殊要求的壓力容器,如需要熱處理、動火作業等,應嚴格按照相關規范和要求進行。
總之,壓力容器的安裝方法需要綜合考慮多個方面,包括人員資質、施工圖紙、施工環境、設備驗收、安裝過程、壓力試驗以及安裝驗收等。只有嚴格按照規范進行操作,才能確保壓力容器的安裝質量和安全運行。

掃一掃,關注我們
費經理:137-8362-8963
王經理:177-8815-6001
張經理:188-3809-0906
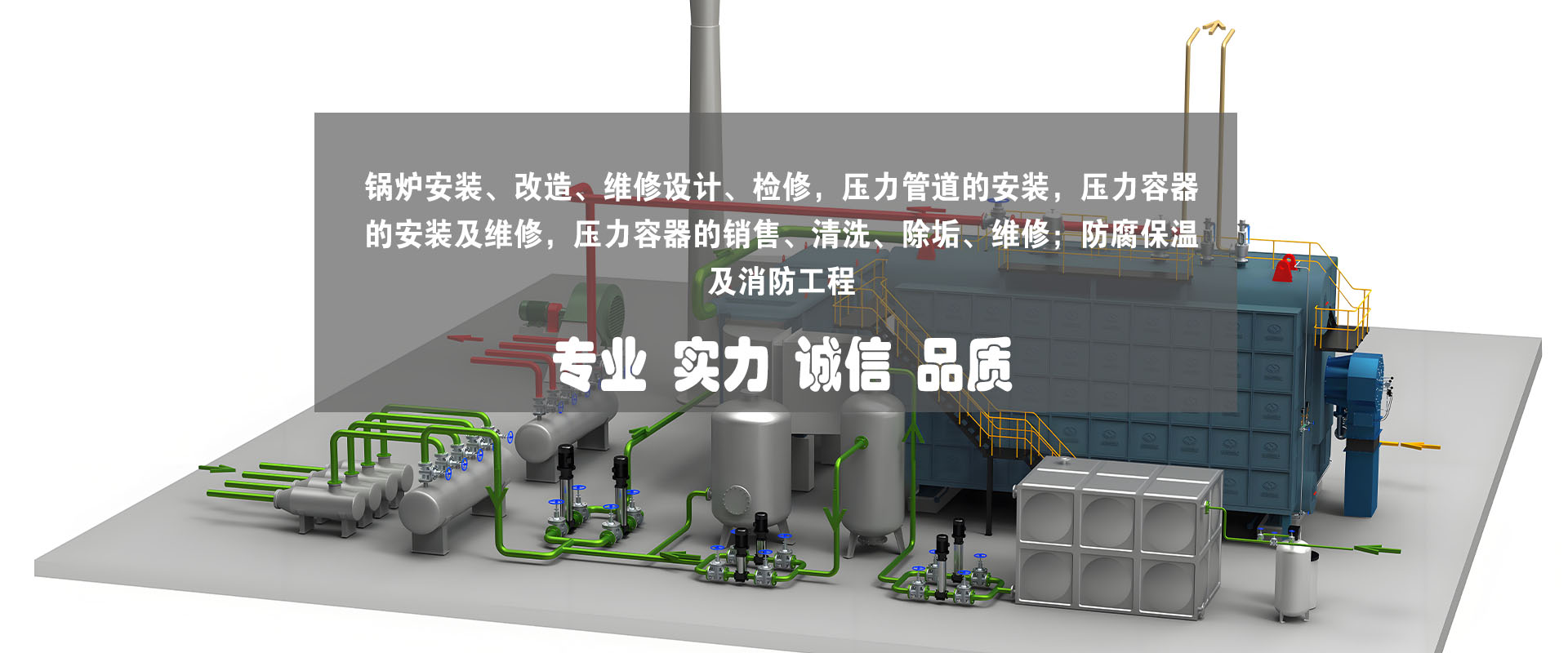
公司經營范圍包括鍋爐安裝、改造、維修設計、檢修,壓力管道的安裝,壓力容器的安裝及維修,壓力容器的銷售、清洗、除垢、維修;防腐保溫及消防工程。特種設備壓力容器安裝公司,空壓機儲氣罐安裝公司,壓力容器安裝告知,壓力管道安裝申報公司.安裝范圍:壓力管道安裝,壓力管道安裝告知,壓力管道安裝備案,壓力容器安裝手續,壓力容器安裝報備,壓力容器安裝登記.
服務熱線